
Линии диагностики и ремонта нкт, насосных штанг
-
Комплекс оборудования для ремонта муфт НКТ
Комплекс предназначен для ремонта и восстановления муфт НКТ и нанесения антизадирного коррозионностойкого цинкового покрытия термодиффузионным способом на ремонтируемые муфты или новые.
Компоновка оборудования комплекса
 |
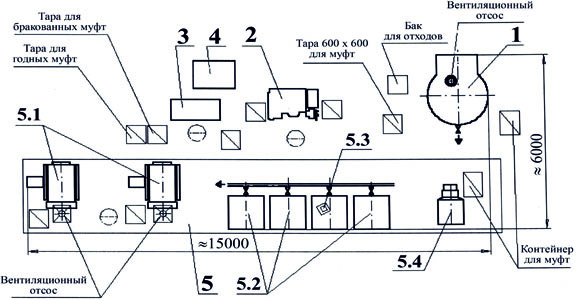 |
| Компоновка и состав комплекса: поз. 1 - механизированная установка чистовой мойки муфт типа 196М; |
Состав линии: поз 5.1 - печь барабанная ТДЦ - 2-3 ед.; |
-
Комплекс для диагностики и ремонта бурильных труб
 |
Комплекс оборудования предназначен для диагностики и ремонта бурильных труб с типоразмером согласно стандартам. Комплекс выполнен на современном техническом уровне. Автоматизация основных операций в максимальной степени снижает влияние «человеческого фактора». |
Обеспечивается:
- выявление труб, имеющих дефекты, что снижает аварийность при бурении скважин;
- ремонт и возврат труб в производство, что приводит к экономии от снижения объема закупки новых труб;
- нанесение на резьбу антизадирного покрытия, повышающего ресурс работы.
Общая техническая характеристика:
| Производительность, труб/час | до 10 |
| Размеры труб: | |
| - диаметр, мм | согласно стандартам |
| - длина, мм | до 13000 |
Основные технологические операции:
|
№ |
Наименование основных операций |
Характеристика техпроцесса |
Наименование |
|
1. |
Мойка и очистка внутренней и наружной поверхности труб. |
Способ мойки струйный без применения химических добавок. |
Автоматизированная линия мойки с оборотной системой водоподготовки |
|
2. |
Слив воды и обдувка трубы сжатым воздухом. |
||
|
3. |
Нанесение технологической маркировки |
Нанесение технологической маркировки быстросохнущим раствором |
Автоматический маркиратор с промышленным струйным принтером |
|
4. |
Контроль кривизны трубы |
Контроль на соответствие стандартам |
Стенд |
|
5. |
Комплексная дефектоскопия трубы |
Контролируемые параметры: |
Автоматизированная линия дефектоскопии с системой комплексного контроля «Уран- 3000». |
|
6. |
Перенарезка резьбы замков. |
Производится перенарезка резьбы изношенных замков с подрезкой торца замка |
Трубонарезной станок типа |
|
7. |
Нанесение антизадирного покрытия |
Нанесение антизадирного покрытия на резьбу ниппельного замка. Толщина покрытия - 0,01 – 0,02 мм. |
Установка нанесения покрытия |
|
8. |
Гидроиспытание |
Давление согласно стандартам |
Автоматизированная установка гидроиспытания |
|
9. |
Клеймение труб |
Клеймение иглоударным способом. Содержание клейма определяет Заказчик. |
Автоматическая установка клеймения с программным управлением. |
|
10. |
Установка предохранительных заглушек на резьбу труб |
Перед установкой заглушек на резьбу наносится консервационная смазка. |
Стенд |
|
11. |
Формирование пакетов труб |
|
Механизированная установка |
|
12. |
Ведение учета выпуска и паспортизации труб |
Создание компьютерного архива и паспортов труб. |
Автоматизированная система учета и паспортизации |
Состав и количество оборудования уточняется с Заказчиком.
Цех оборудован автоматизированной транспортно-накопительной системой, обеспечивающей транспортировку труб между технологическим оборудованием и создание межоперационных заделов, а также автоматизированной компьютерной системой учета выпуска и паспортизации труб АСУ-БТ.
ОАО «УралНИТИ» поставляет оборудование, производит шеф-монтажные и пуско-наладочные работы, сервисное обслуживание, поставку запасных частей, а также может выполнить доработку и привязку оборудования к условиям Заказчика. Поставка оборудования цеха может производиться комплексно со сдачей «под ключ», а также отдельными позициями.
-
Оборудование для очистки и ремонта насосных штанг
 |
Комплекс оборудования обеспечивает:
|
| Параметры обрабатываемых штанг по ГОСТ13877-96: | Производительность, штанг/час: | ||
| диаметр, мм | 19,1; 22,2 | установка дефектоскопии тела и галтелей штанг | 20 |
| длина, мм | 7620, 8000, 9140 | остальное оборудование | 40 |
| Виды штанг: | без центраторов | ||
| с центраторами | |||
 |
 |
| Автоматизированная установка для мойки и очистка штанг от нефтепарафинов |
Автоматизированная установка дефектоскопии тела и галтелей штанг с системой «Уран-2000ШМ» |
 |
 |
| Установка для правки тела штанги | Установка для правки концевых участков штанги |
|
№ |
Наименование основных операций |
Характеристика техпроцесса |
Наименование |
|
1. |
Мойка и очистка штанг от нефтепарафинов |
Струйная очистка перегретым паром, |
Автоматизированная установка проходного типа |
|
2. |
Сортировка и раскладка штанг по типоразмерам и маркам материала |
|
Сортировочные карманы |
|
3. |
Отвертывание муфт |
М кр до 200 кГм |
Станок муфтоотверточный |
|
4. |
Очистка резьбы от коррозии и загрязнений, контроль параметров резьбы |
|
Очистка - специальный инструмент с пневмоприводом. Контроль - стандартными калибрами, при необходимости – оптоэлектронным способом |
|
5. |
Правка тела штанги |
Способ правки – растяжением с автоматическим контролем усилия и величины деформации, программное построение диаграммы нагружения. |
Установка правки тела штанги |
|
6. |
Правка концевых участков штанги |
Способ правки – вращение штанги с приложением поперечного усилия, величина прогиба штанги определяется программно с учетом упругости материала тела штанги. |
Установка правки концевых участков штанги |
|
7. |
Дефектоскопия тела штанги |
Параметры контроля – |
Автоматизированная установка дефектоскопии тела и галтелей штанг
|
|
8. |
Дефектоскопия галтелей штанги |
Метод контроля – вихретоковый. На позиции может также производиться выборочный магнитопорошковый капиллярный контроль всего концевого участка штанги на наличие наружных дефектов (трещин и т.п.) |
Автоматизированная установка дефектоскопии тела и галтелей штанг |
|
9. |
Клеймение |
Производится ударным способом |
|
|
10. |
Муфтонаверточная |
С контролем крутящего момента. |
Муфтонаверточный станок |
|
11. |
Наплавка центраторов новых и ремонтируемых штанг |
Материал центраторов – полиамид (марка устанавливается Заказчиком). Положение центраторов определяется чертежом на штангу. При ремонте штанг дефектные центраторы удаляются с помощью специального приспособления, место под наплавку зачищается механизированным способом. Производится периодическая проверка качества наплавки на стенде путем контроля сдвига центратора |
Термопластавтомат |
|
12. |
Консервация и укладка штанг |
Консервационная смазка резьбового и муфтового концов штанг и навертывание предохранительных колпачков. В каждый пакет укладываются штанги одной марки стали, одной термообработки, одного |
|
|
13. |
Формирование документов по работе оборудования, выпуску насосных штанг и их качеству |
Осуществляется программно |
Программно-технический комплекс АСУ - ШН |
ООО «УРАЛНИТИ» поставляет оборудование для ремонта штанг, осуществляет шеф-монтаж, пусконаладочные работы, послегарантийное обслуживание и обеспечение запасными частями.
 Карта сайта
Карта сайта

 Россия, 620133, г.Екатеринбург, ул.Луначарского, 31
Россия, 620133, г.Екатеринбург, ул.Луначарского, 31
 (343) 386-15-35, (343) 206-30-69
(343) 386-15-35, (343) 206-30-69 