
Насосно-компрессорная труба: рецепт долголетия
Защита насосно-компрессорных труб (НКТ) от коррозии и вредных отложений асфальтенов, смол и парафинов (АСПО) резко увеличивает срок их службы. Лучше всего это достигается применением труб с покрытиями, однако многие нефтедобытчики предпочитают «старый добрый» металл, игнорируя успехи российских новаторов.
Удалить АСПО на скважине
На переднем крае борьбы с вредными отложениями на НКТ и коррозией находятся нефтедобывающие компании. Не имея возможности повлиять на защитные качества уже находящихся в эксплуатации труб, нефтедобытчики применяют разные способы удаления АСПО, в первую очередь химический (ингибирование, растворение) как наименее затратный. С определенной периодичностью в затрубное пространство закачивается раствор кислоты, которая смешивается с нефтью и удаляет новообразования АСПО на внутренней поверхности НКТ. Химическая чистка также нейтрализует коррозионное разрушающее воздействие на трубу сероводорода. Такое мероприятие не мешает добыче нефти, а состав ее после реагирования с кислотой меняется незначительно.
«Кислотная и другие виды обработки НКТ, конечно, применяются для их текущей очистки на скважине, но ограниченно - в России 120 тыс. скважин, и чистят трубы далеко не везде, считает Иосиф Лифтман, главный инженер проекта ОАО «УралНИТИ» (Екатеринбург). - Кроме того, никакие методы очистки непосредственно на скважине не избавляют от постепенного загрязнения НКТ отложениями».
Помимо химического метода очистки труб, иногда используется механический (скребками, опускаемыми на проволоке или штангах). Другие методы, а это депарафинизация с помощью волнового воздействия (акустического, ультразвукового, взрывного), электромагнитный и магнитный (воздействие на флюид магнитными полями), тепловой (прогрев НКТ горячей жидкостью или паром, электротоком, термохимическая депарафинизация) и гидравлический (штуцирование сечений трубопроводов для инициации выделения газовой фазы - специальными и гидроструйными устройствами) применяются еще реже ввиду их относительной дороговизны.
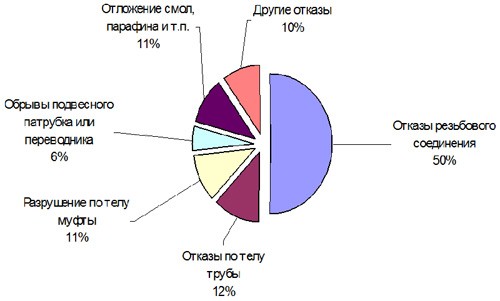
Распределение отказов в НКТ по видам (рис. ОАО «Интерпайп Нижнеднепровский трубопрокатный завод», Украина)
Все эти мероприятия отвлекают финансовые средства и замедляют (кроме химического способа) процесс добычи нефти. Поэтому усилия трубной промышленности по выпуску неметаллических НКТ и специальных, с защитными покрытиями их внутренней поверхности и особенно муфт, встречают понимание нефтедобытчиков.
Хотя в последнее время, в связи с резким снижением доходности нефтедобычи, интерес к новым технологиям изготовления труб стал сугубо теоретическим, есть и исключения. «На сегодняшний день по ряду скважин, где наиболее выражено коррозионное воздействие, мы используем стеклопластиковые трубы, которые прошли успешное испытание у нас в 2007-2008 годах, - говорит Алексей Крякушин, зам. начальника Управления добычи нефти и газа ОАО «Удмуртнефть» (Ижевск). – Производители труб с полимерными, силикатно-эмалевыми покрытиями постоянно предлагают свою продукцию, но если она стоит в два раза больше, а служит дольше только в 1,5 раза (условно говоря), то и покупать ее нет смысла. В любом случае это вопрос экономической эффективности».
Надо отметить, что «Удмуртнефть» - одно из немногих предприятий, регулярно испытывающих и применяющих новые типы НКТ в своей производственной деятельности.
Восстановление НКТ
Рано или поздно в жизни любой трубы (если она еще не рассыпалась от коррозии) наступает день, когда ее эксплуатация уже невозможна по причине сужения внутреннего диаметра или частичного разрушения резьбы. Нефтедобывающие компании либо отправляют такие трубы в лом, либо удаляют из НКТ все отложения и заново нарезают резьбу с помощью специального оборудования в составе ремонтных комплексов. Различные варианты оснащения таких цехов на ремонтных базах нефтедобывающих компаний предлагают несколько российских предприятий - НПП «Техмашконструкция» (Самара), «УралНИТИ» и др.
«Соли мало кто чистит, трубные склады некоторых компаний забиты непригодными НКТ, - рассказывает Иосиф Лифтман. - В поставляемый нами комплексно-механизированный цех по очистке и ремонту НКТ входит все необходимое оборудование, в том числе для очистки труб от АСПО и солей, дефектоскопии, обрезки изношенных резьбовых соединений и нарезки новых, нанесения новой маркировки. Также мы разработали отдельный технологический блок для удаления солей и особо вязких АСПО. Возможно и нанесение диффузионного цинкового покрытия на отдельном оборудовании.
Нефтяники на ремонтных базах эксплуатируют до 50 комплексов по очистке и ремонту НКТ – от самых примитивных до весьма совершенных, а значит, они востребованы. Только нашим предприятием поставлено 20 таких цехов. Когда трубы несколько лет назад стали дорожать, стало нецелесообразно покупать новые НКТ, дешевле было ремонтировать старые, поэтому наблюдался рост спроса на нашу продукцию. Сейчас металл подешевел с 45-50 тыс. руб. за тонну НКТ до 40-42 тыс. руб. Это не такое критичное снижение, но спрос на оборудование упал. Комплексный цех стоит около 130 млн. руб., его окупаемость при полной загрузке составляет 1-1,5 года в зависимости от уровня оплаты труда персонала. Ремонт одной НКТ обходится в 5-7 раз дешевле, чем закуп новой, а ресурс отремонтированной трубы – 80%. Вообще, ресурс работы НКТ зависит от глубины скважины, загрязненности нефти и т.п. В некоторых скважинах трубы стоят по 3-4 месяца, и их уже надо доставать, в других, которые выдают почти чистое топливо, они могут работать и 10 лет».
При сильном загрязнении или повреждении НКТ коррозией (в случае если нефтедобывающая компания не имеет соответствующего оборудования для их восстановления) трубы отправляются на ремонт в специализированную компанию. «Трубы, поступающие от заказчика, проходят гидротермическую обработку с целью очистки их поверхности от АСПО, - рассказывает Владимир Прозоров, главный инженер ООО «Игринский трубно-механический завод», ИТМЗ (пос. Игра, Удмуртия). – Трубы, не удовлетворяющие требованиям технических условий и не имеющие соответствующих параметров, отбраковываются. Пригодные для ремонта трубы подвергаются отрезке резьбовой части, которая изнашивается сильнее всего. Нарезается новая резьба, навинчивается новая муфта и маркируется. Восстановленные трубы увязываются в пакет и отправляются поставщику».
«Гидронефтемашем» (Краснодарский край) для удаления отложений с природными радионуклидами опробован гидромеханический метод очистки. Его преимущества: возможность удаления комплексных отложений (солевых, с органическими соединениями нефти) без ограничений по химическому составу, прочности и толщине отложений; исключение деформирования и разрушения очищаемых НКТ.
Различные напыления
Внутреннее диффузионное цинковое покрытие (ДЦП) имеет высокую адгезию к железу и низкую к парафинам. Слоистая конструкция, образованная в результате взаимной диффузии атомов цинка и железа, показала высокую коррозионную и эрозионную стойкость, улучшенную герметичность резьбовых соединений (допускается до 20 операций свинчивания-развинчивания) и увеличенный в 3-5 раз срок их службы.
Внедрению таких НКТ в практику еще несколько лет назад препятствовала ограниченная длина труб (6,3 м), которые можно было обрабатывать на российском оборудовании, что увеличивало число стыков и снижало срок эксплуатации всего объекта. «В 2004 году мы ввели в действие производство по диффузионному оцинкованию труб в г. Орске (Оренбургская область), - рассказывает Андрей Сакардин, коммерческий директор ООО «Проминнтех» (Москва). – Стало возможным наносить ДЦП на трубы нефтяного сортамента длиной 10,5 м. По сравнению с полимерными, ДЦП не склонно к старению, обладает высокой твердостью и износостойкостью, не требуют периодической принудительной очистки. Цинковая составляющая обеспечивает покрытию достаточную пластичность, протекторные свойства и выступает как твердая смазка. Такие трубы легко транспортировать без повреждения покрытия, в отличие от труб с неметаллическими покрытиями, особенно эмалевыми или стеклоэмалевыми.
НКТ с цинковым покрытием сейчас эксплуатируются «Лукойлом», «Роснефтью» и другими компаниями. Однако в связи с падением цен на сырье денег у добывающих компаний стало намного меньше, поэтому и спрос на трубы с ДЦП снизился».
Помимо относительно высокой цены, можно отметить и технические недостатки таких труб – это шероховатость цинкового покрытия и его неприменимость на скважинах, нефть которых имеет щелочную реакцию. В итоге ситуация складывается так, что цинковое покрытие наносится сейчас исключительно на муфты и реже – на резьбу самой НКТ. «Новые муфты с термодиффузионным цинкованием уже предлагаются трубными заводами, изготовляющими муфты, и такая продукция востребована, - утверждает Иосиф Лифтман. - Можно сказать, что выпуск таких муфт стал стандартной опцией. Все зависит от глубины скважины и нагрузки на резьбы, для мелких скважин применение таких муфт не так актуально, как для глубоких. Вообще, все виды напылений имеют повышенную хрупкость, за исключением диффузионного цинкового, который не портит металл трубы и обладает антизадирными свойствами».

Резьба с напыленным металлическим порошком (фото ООО «ИТМЗ»)
Игринский трубно-механический завод освоил метод воздушно-плазменного напыления металлических порошков (смесь вольфрама, кобальта, молибдена и латуни) на резьбу НКТ без изменения геометрии и свойств металлической основы, с целью придания ей улучшенных эксплуатационных свойств износооррозионностойкости. Покрытие ниппельной части резьбы заметно повышает страгивающую нагрузку. При испытании на растяжение НКТ 73х5.5-Д фактическая нагрузка составила 560 кН, а усилие растяжения до полного разрушения – 704 кН, что превышает норматив по группе прочности Е.
Но в связи с оптимизацией расходов «нефтедобытчикам стало невыгодно покупать НКТ с плазменным напылением на резьбу, - делится Владимир Прозоров. – Технология достаточно дорогая и востребована сейчас только специализированными организациями, которые занимаются ремонтом скважин – например, ЗАО «КРС» (ОАО «Удмуртнефть»). При ремонте часто повторяется процесс подъема-опускания подвесок, и резьбовая часть труб подвергается сильному износу. Поэтому нужны термоупрочненные резьбы, что и достигается напылением на них металлического порошка. Обычная же НКТ, в общем, не требует этого».
Силикатно-эмалевое покрытие
С технической точки зрения эмалирование - процесс адгезии силикатной эмали на поверхности металла, при этом прочность сцепления полученного композита выше прочности самой эмали. К достоинствам труб с эмалевым покрытием относятся широкий температурный диапазон эксплуатации (от -60°С до +350°С), высокая стойкость к абразивному износу и стойкость к коррозионному воздействию.
Фрагменты эмалированных НКТ (фото ЗАО «Эмант»)
Технологии нанесения эмали не позволяют наносить ее на муфты, но можно использовать фосфатирование [создание на поверхности изделий из углеродистой и низколегированной стали пленки нерастворимых фосфатов толщиной 2-5 мкм, предохраняющей металл, при дополнительном нанесении лакокрасочного покрытия, от коррозии], либо термодиффузионное оцинкование, что нивелирует этот недостаток.
«Фосфатированные муфты предусмотрены ГОСТ 633-80, и их обычно и используют. Наша компания использует ДЦП-муфты собственного производства, и только если клиент просит удешевить товар, навинчиваем фосфатированные», - говорит Дмитрий Боровков, Генеральный директора ЗАО «Эмант» (Москва).
«Силикатно-эмалевые трубы (эмНКТ) дороже «черных», спектр их применения достаточно узок, но в экстремальных условиях усложненной добычи, где по коррозии обычные НКТ стоят менее года или где для очистки от АСПО приходится скребковать внутреннюю поверхность трубы несколько раз в сутки, эмНКТ - кардинальное решение проблемы и однозначно себя окупают, -уверен Александр Переседов, зам. Генерального директора ЗАО «Эмант». - Считается, что силикатно-эмалевые НКТ не применяются в комплексе со станком-качалкой, который истирает это покрытие, но это неверно».
НКТ с покрытием из фритты ЭСБТ-9 (фото ООО «Советскнефтеторгсервис»)
«Патент на эмНКТ принадлежит лично мне и используется только ЗАО «Эмант», - продолжает Дмитрий Боровков. - На скважинах со штанговыми глубинными насосами эмНКТ применял ЛУКОЙЛ-Коми. Эффект очень высок, но наши трубы дороги, и их рентабельно применять на весьма узком сегменте остро-проблемных скважин с высоким дебитом. Там, где «черные» НКТ, хотя и в коррозионном исполнении, превращаются в сито менее чем за 100 суток, эмНКТ стоит уже более четырех лет. Правда, таких бедовых скважин не так много, к нашему сожалению, но разница во времени эксплуатации уже составила 16 раз.
В Западной Сибири считается, что скважина парафинистая, если в нее опускают скребок каждые две недели. Но, например, в Коми нефть настолько вязкая, что есть месторождения где ее в шахтах добывают. А если извлекают по НКТ, то скребок в «черных» трубах опускают от 10 до 16 раз в сутки, плюс низкая температура в забое (не выше 40ºС), т.е почти сразу происходит кристаллизация парафина. В эмНКТ скребок опускается один раз в сутки для извлечения отложений из муфтового кармана. Сейчас нами освоено производство труб с резьбой НКМ (никелевый сплав), что позволит снять и эту проблему. Также нефтяникам мы предлагаем в комплект к нашим трубам эмалированные скребки, так как в условиях добычи высоковязкой нефти обычный скребок сам быстро превращается в тампон».
Между тем ООО «Советскнефтеторгсервис» (Набережные Челны) также разработало технологию нанесения однослойного внутреннего силикатно-эмалевого покрытия на основе фритты [богатый кремнеземом стеклянный состав, обожженный на малом огне до спекания (но не сплавления) массы] марки ЭСБТ-9 толщиной не менее 200 мкм, которое было успешно испытано Уральским институтом металлов (Екатеринбург).
«В результате эксплуатации НКТ с эмалевым покрытием на месторождениях ООО «ЛУКОЙЛ – Коми» с октября 2004 года по январь 2007 года из 583 НКТ (группа прочности Д) отбраковано 41 (7%), в то время как при использовании обычных труб отбраковывается до 25-30%, - говорит Сахиб Шакаров, директор ООО «Советскнефтеторгсервис». - Основной характерный дефект эмалевого покрытия - его разрушение в районе резьбовой (ниппельной) части НКТ. Это обусловлено отсутствием контроля усилий свинчивания НКТ при спускоподъемных операциях, заклиниванием резьбы в результате чрезмерного усилия затягивания (при работе с эмалированными НКТ обязательно применение ключей с динамометрами).
После эксплуатации на сложных месторождениях ООО «ЛУКОЙЛ – Коми» НКТ с эмалевым покрытием в течение 400 суток и более, удовлетворительная средняя наработка НКТ с эмалевым покрытием составила 416-750 суток, НКТ без покрытия 91-187 суток. В настоящее время имеются наработки ОАО «Уральский институт металлов» по ремонту НКТ с эмалевым покрытием на нефтяных месторождениях».
Полимерное покрытие
Для создания такого покрытия применяется два типа пластмасс: термопластичные (поливинилхлорид, полиэтилен, полипропилен, фторопласт и т.д.) и термореактивные (фенопласты, эпоксидные, полиэфирные). Такие покрытия имеют высокую коррозионную стойкость (в т.ч. в высокоминерализованных средах) и длительный срок службы.
«Анализ применения НКТП (НКТ с полимерным покрытием) показывает, что такие трубы имеют высокие защитные свойства при эксплуатации как в нагнетательных, так и в добывающих скважинах, - считает Олег Мулюков, начальник службы научно-технической информации Бугульминского механического завода (ОАО «Татнефть»). - Причина возникновения дефектов покрытия в большинстве случаев - нарушение правил эксплуатации (режимов тепловой обработки, кислотных промывок и т.д.). Анализ причин ремонтов нагнетательных скважин, оборудованных НКТП, показывает, что они обычно не связаны с состоянием покрытия. При обследовании самых первых труб, 1998 и 1999 годов выпуска, после их эксплуатации признаков химической деструкции покрытий обнаружено не было, только сколы - на торцах труб (возникающие при спуске-подъеме). Вспучивание покрытия зафик¬сировано на НКТП после их пропаривания при температуре выше 80°С, что недопустимо по техноло¬гическому регламенту.
НКТП комплектуются высокогерметичными муфтами (ВГМ) с применением полиуретановых уплотнительных колец, значительно повышающих надежность резьбовых соединений в агрессивных средах».
Фрагменты НКТ с внутренним полимерным покрытием (фото ОАО «БМЗ»)
Повысить верхний температурный предел эксплуатации для полимерных покрытий удалось компании «Плазма» (также из Бугульмы), которая разработала внутреннее полиуретановое покрытие PolyPlex-P и наладила его нанесение на НКТ. «Покрытие надежно работает в течение длительного срока при температурах среды до +150°С, имеет высокую коррозионной стойкостью к агрессивным пластовым жидкостям, - рассказывает Александр Чуйко, технический директор компании «Плазма». - После полимеризации покрытие имеет очень гладкую поверхность, что обеспечивает хорошую защиту от АСПО и солей, значительно снижает гидравлическое сопротивление стенок трубы. Износостойкость полиуретана в несколько раз выше, чем нержавеющей стали.
Характерное свойство покрытия - очень высокая эластичность, оно практически нечувствительно к любым деформациям НКТ, в том числе к изгибу на любой угол и кручению. Покрытие не склонно к сколам и трещинообразованию, экологически чисто. Что важно, при очистке и ремонте НКТ допустимы кратковременная (до 1000 часов) обработка паром с температурой до 200°С и кислотная промывка».

НКТ с внутренним покрытием PolyPlex-P (фото Кирилла Чуйко, ООО «Плазма»)
Некоторые нефтедобывающие компании, рассчитывая сэкономить, самостоятельно занялись нанесением полимерных покрытий на трубы. Например, ОАО «Татнефть» использует порошковые и жидкие составы на основе эпоксидных смол отечественного производства, которые имеют экономичные режимы отверждения и соответствуют экологическим требованиям. Покрытие труб выдерживает транспортировку и погрузочно-разгрузочные работы, не осыпается при захвате инструментом в ходе спускоподъемных операций, не отслаивается при тепловой обработке до 60°С.
В целом гладкая пленка внутреннего покрытия значительно снижает гидравлическое сопротивление и, как следствие, энергозатраты на подъем нефти на поверхность. Применение НКТП позволяет увеличивать межремонтный период на скважинах с парафинопроявлениями в среднем в четыре раза. Пониженная адгезия АСПО с покрытием позволяет обходиться практически без применения высокотемпературных обработок, а отложения в виде подвижной тонкой корки легко удаляются при гидроструйной промывке.
Полимерные трубы: под гнетом металла
Чисто полимерные (стеклопластиковые) трубы высокого давления считаются альтернативой металлическим, поскольку они позволяют полностью избежать коррозии. Стеклопластики характеризуются низкой плотностью и теплопроводностью, не намагничиваются, обладают антистатическими свойствами, высокой стойкостью к температуре и агрессивным средам.
Крупные производители – ООО НПП «Завод стеклопластиковых труб» (Казань), ОАО «РИТЭК» (Москва) и «Роснефть».
«Отложение парафинов на внутренней поверхности стеклопластиковой трубы (СПТ) в 3,6 раза ниже, чем на металле (это в статике), - говорит Сергей Волков, ген. директор ООО НПП «ЗСТ». - Удельная прочность СПТ в 4 раза выше, чем у стали. По опыту эксплуатации, а это около 600 скважин (1500 км), спуск труб не представляет проблем и выполняется на обычном оборудовании. Для соединения НКТ используем стандартную трубную резьбу с восемью нитками на дюйм (в этом вопросе, можно сказать, достигнуто совершенство). Для соединения с металлическими трубами, имеющими 10 ниток, используется переводник. Производство стеклопластиковых труб требует высокой технологической культуры. Полимеры – совершенно новый уровень качества, это будущее трубной промышленности».
Закачивание сточной сернистой воды по СПТ под давлением 100 атм в нагнетательную скважину системы поддержания пластового давления (фото ОАО «Татнефтепром»)
АСПО при хорошей динамике нефтедобычи также почти не откладывается на поверхности НКТ, поскольку полимер не имеет адгезии с парафинами. Но в случае необходимости можно проводить химическую промывку трубы как кислотными, так и щелочными составами.
Нанесение любого покрытия – это в своем роде промежуточный вариант защиты металла от коррозии для увеличения срока службы НКТ. Однако полностью избавиться от проблемы разрушения межфазного слоя и стыка трубы с помощью нанесения покрытий нереально. Другое дело, что вечного в любом случае ничего нет, и достигнутое качество НКТ с полимерными и силикатно-эмалевыми покрытиями пока устраивает большинство нефтедобытчиков. Кроме того, «борьба с коррозией – самостоятельный бизнес, он всегда будет нам противостоять, - считает Сергей Волков. - Интересы металлургов активно лоббируются теми, кто занят борьбой с коррозией, а, значит, на ней зарабатывает. Это большая и устойчивая группа предприятий, коллективов, снабженческих фирм, подрядных организаций, даже целых городов, которая имеет многомиллиардные обороты, науку, долю в бюджетах всех уровней и т.д. Против нашей продукции - и технологические обычаи, привычки, даже система подготовки кадров».
«Стальные НКТ занимают примерно 90% всего парка труб, применяемых на добыче нефти, - говорит Иосиф Лифтман. - Металл ничто не заменит, и не потому, что он дешев – прочность трубы НКТ при механических нагрузках, особенно в наклонных и глубоких скважинах, не может обеспечить никакой пластик. Труба ведь подвергается не только коррозии, но и серьезным механическим нагрузкам. Поэтому пока все НКТ с покрытиями и стеклопластиковые можно считать экзотикой. На фонтанной добыче нефти их, наверное, можно применять, но при других способах вряд ли, причем оправдает ли дороговизна таких НКТ их применение, неизвестно. Металлу нет равноценной замены. Даже в особо коррозионных скважинах с повышенным содержанием сероводорода, где не выдерживает отечественные НКТ, ставят трубы из импортной сверхдорогой стали вместо стеклопластиковых».
«Нельзя согласиться с утверждением, что металлу альтернативы нет, - возражает Сергей Волков. – Стеклопластик и металл, трубы с покрытиями занимают определенные ниши. К примеру, на некоторых скважинах для систем поддержания пластового давления уже сегодня альтернативы нет именно стеклопластику. Когда и в каких объемах он будет применяться - во многом зависит от технической, технологической и организационной культуры нефтяных компаний. У нас не возникает проблем с фирмами, например, Казахстана, которые много общаются и сотрудничают с западными коллегами. Там мы не занимаемся «ликбезом», а ведем профессиональный разговор. Многое зависит и от позиции государства в области технического регулирования и промышленности композиционных материалов. Провозглашен приоритет нанотехнологий, но надо создать рыночную потребность в таких продуктах, особенно в области конструирования материалов с заранее заданными свойствами – например, без нанотехнологии мы бы и не создали надежных соединений труб. Если сегодня промышленность, рынок не готовы принять композиты, то будут ли они способны принять продукты нанотехнологий, которые потребуют более высокой культуры?»
Неудачи тоже важны
Несколько лет назад в России еще выпускались НКТ, футерованные полиэтиленом, и трубы со стеклоэмалевым покрытием. Первые не нашли широкого применения из-за низкой прочности защитного покрытия, повышенных затрат на монтаж и ремонт вследствие сложности крепежей, склонности к просачиванию газов под покрытие. Пробные партии таких труб изготовило ООО «ИТМЗ», применялись они ОАО «Удмуртнефть».
«Очагов коррозии при этом не возникало, у трубы оставалась сухая и чистая поверхность, - рассказывает Владимир Прозоров. - Максимальный срок работы подвески ограничивался постоянным давлением в скважине. Как только давление падало по эксплуатационным причинам, происходило «схлопывание» полиэтилена, который перекрывал проходное отверстие в трубе. В качестве эксперимента использовали TUX100 (лучший п/э того времени, предназначенный специально для газовиков). В настоящее время эта технология не востребована».
Остеклованные трубы также уже не делают, несмотря на высокие защитные свойства покрытия. Пробные партии таких труб применялись ООО «ЛУКОЙЛ-Пермь». Причина снятия их с производства - крайне низкая устойчивость к кручению, изгиб и температурным деформациям, неремонтопригодность в условиях нефтепромысла. Были даже случаи разрушения стеклоэмали при разгрузочных работах.
Для справки
Параметры НКТ определяются ГОСТом 633-80:
- внешние диаметры, мм: 48, 60, 73, 89, 102, 114;
- длина, мм: 5500-10500.
 Карта сайта
Карта сайта

 Россия, 620133, г.Екатеринбург, ул.Луначарского, 31
Россия, 620133, г.Екатеринбург, ул.Луначарского, 31
 (343) 386-15-35, (343) 206-30-69
(343) 386-15-35, (343) 206-30-69 